在全球“双碳”战略驱动下,新能源锂电池产业迅猛扩张,带动了前驱体材料、正极材料及电池回收等上下游环节的高速发展。然而,在锂电池前驱体制备、三元材料合成、萃取提纯以及废旧电池资源化回收过程中,大量高盐含锂废水(主要成分为硫酸钠、氯化锂、少量重金属及有机物)随之产生。这类废水具有高TDS(通常>50,000 ppm)、高COD、成分复杂、热敏性强、易结晶结垢等特点,传统处理方式难以兼顾环保合规与资源回收。
随着《污水排入城镇下水道水质标准》《工业废水零排放技术导则》等政策趋严,锂电企业面临委外处置成本高昂(3000–8000元/吨)、危废管理风险大、资源浪费严重等多重压力。在此背景下,自主建设高效、节能、可资源化的废水干化系统成为行业刚需。低温蒸发干化技术因其能耗低、热敏性保护好、结晶盐品质高等优势,正成为锂电高盐废水处理的核心发展方向。
当前锂电行业普遍采用MVR多效蒸发+离心脱水或喷雾干燥等组合工艺处理含硫酸钠母液,但存在以下突出问题:
(1) 设备腐蚀与结垢严重:高浓度硫酸钠在高温下极易结晶析出,附着于换热管壁,导致传热效率骤降,频繁停机清洗,维护成本高;
(2) 热敏性组分破坏:部分含锂母液中存在有价值的锂盐或有机添加剂,在高温蒸发中易分解,降低资源回收率;
(3) 干化产物含水率高:传统离心或烘干后杂盐含水率常>20%,无法直接资源化利用,仍需作为危废处置;
(4) 系统能耗高、自动化程度低:蒸汽消耗大,缺乏智能调控,运行稳定性差,难以适配锂电产线连续化生产需求;
(5) 环保合规风险:部分工艺冷凝水COD超标,无法回用,存在二次污染隐患。
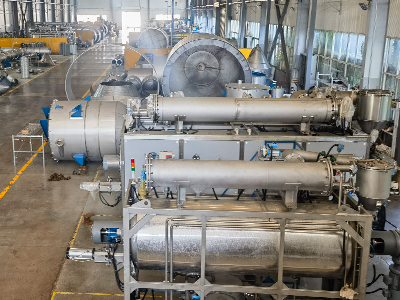
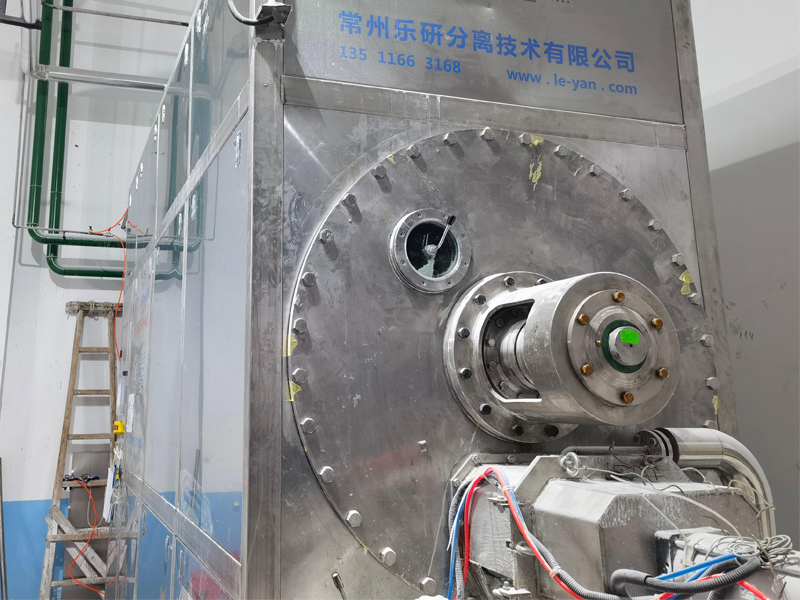
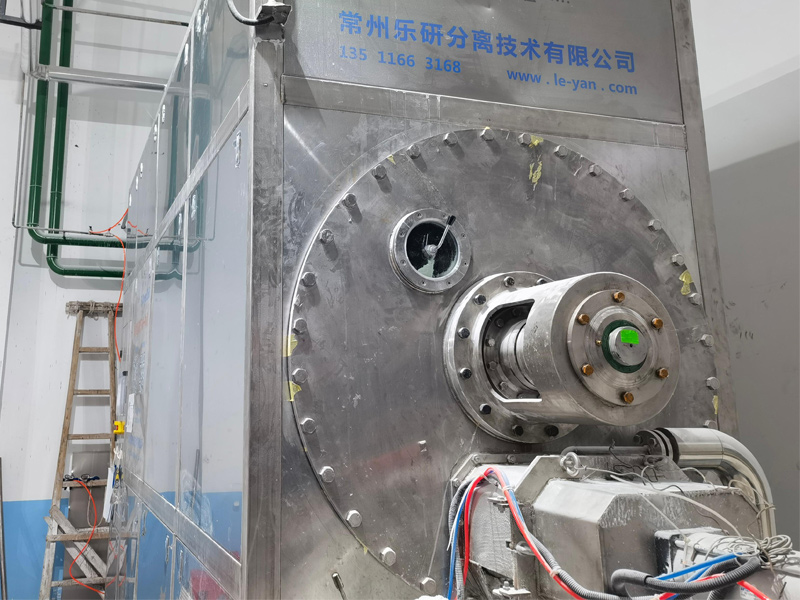
针对上述痛点,常州乐研分离技术有限公司基于多年工业母液处理经验,推出E-Dryer1蒸发母液专用干化机,专为锂电池行业含硫酸钠高盐废水设计,构建“低温真空+传导干化+智能控制”一体化新工艺:
(1) 进液阶段:高浓母液经计量泵送入干化釜,系统自动控制进料量;
(2) 低温蒸馏:在-80至-90 kPa真空环境下,水分在45℃即可沸腾蒸发,有效避免锂盐或有机物热分解;
(3) 传导干化:主机筒体夹套通入60–180℃热水/蒸汽,通过高精度刮板强制搅拌,实现均匀受热与高效脱水;
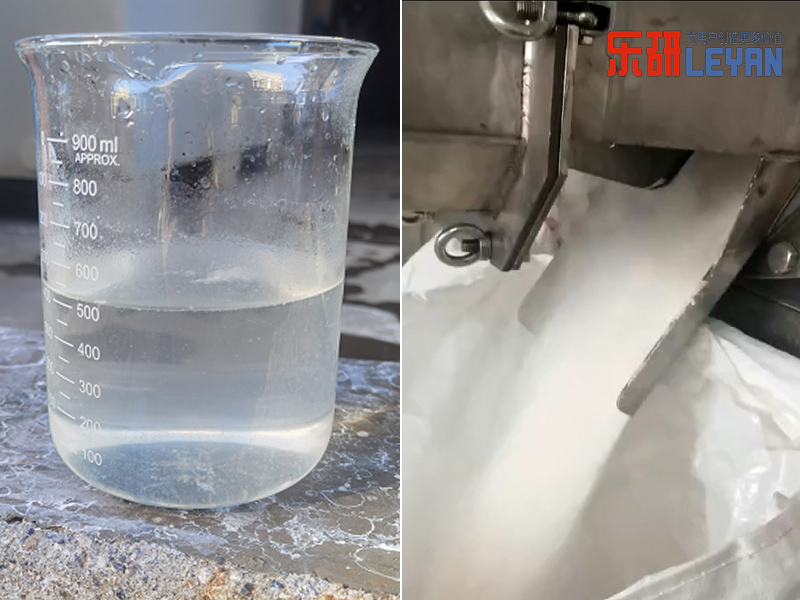
(4) 资源回收:冷凝水COD≤30 mg/L,可直接回用于生产;干化后杂盐含水率≤15%,硫酸钠纯度≥97%,具备工业回用潜力;
(5) 自动排渣:批次完成后,干料通过密封螺旋输送至料仓,全程无粉尘逸散,满足洁净车间要求。
该工艺特别适用于:
(1) 三元前驱体共沉淀工序产生的Na₂SO₄-Li₂SO₄混合母液;
(2) 萃取除杂阶段的高盐废水;
(3) 废旧磷酸铁锂/三元电池回收中的浸出液浓缩残液;
(4) 锂盐精制过程的蒸发母液。
1. 高效节能:依托真空低温蒸发原理与高效夹套换热设计提高蒸发效率;
2. 高干化品质:出料含水率稳定控制在5%–15%,结晶盐流动性好,便于后续资源化;
3. 长周期稳定运行:选用优于PEEK2~3倍的多重高分子复合材料/2205、2507不锈钢材质耐强腐蚀;刮板采用复合高分子材料,提升设备的使用寿命。
4. 低排放合规:系统全密闭,无废气废液外排,冷凝水达标回用,助力企业实现“废水近零排放”;
5. 智能运维:PLC+触摸屏控制,参数自优化、故障预警,减少人工干预。
常州乐研E-Dryer1蒸发母液专用干化机,不仅是设备,更是锂电企业实现降本、减废、增效、合规的战略工具。我们已成功服务于多家头部锂电材料及电池回收企业,单台设备年节约处置成本超150万元,投资回收期仅2–3年。
面对日益严峻的环保挑战与资源循环需求,常州乐研将持续以技术创新驱动绿色分离,为全球锂电产业提供更高效、更智能、更可靠的高盐废水干化解决方案。
截屏,识别二维码
手机二维码
(点击复制手机二维码)