本次的应用案例——精细化工行业
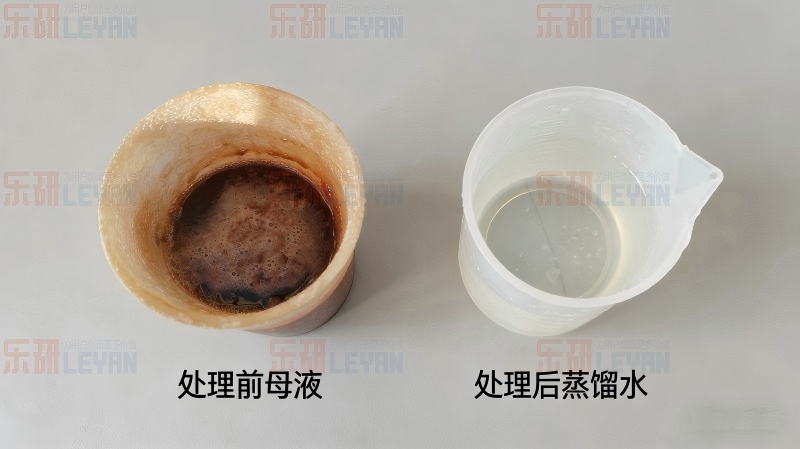
食品添加剂、日化(香水、洗护),有机膦化学品、含膦新材料等产品在日常生活中是不可缺少的产品,用量大,复购率高。与此同时生产企业在生产这些高附加值的化学品时,也面临着产品工艺复杂、流程长,易产生高 COD、高盐、高毒性、难降解有机废水,还伴随废气、危废,污染物成分复杂、处理难度大,其生产过程中产生的母液主要成分:
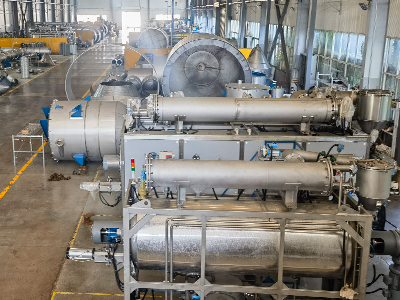
(1) 进液阶段:高浓母液经计量泵送入干化釜,系统自动控制进料量;
(2) 低温蒸馏:在-80至-90 kPa真空环境下,水分在45℃即可沸腾蒸发,有效避免锂盐或有机物热分解;
(3) 传导干化:主机筒体夹套通入60–180℃热水/蒸汽,通过高精度刮板强制搅拌,实现均匀受热与高效脱水;
(4) 资源回收:冷凝水COD≤30 mg/L,可直接回用于生产;干化后杂盐含水率≤15%,硫酸钠纯度≥97%,具备工业回用潜力;
(5) 自动排渣:批次完成后,干料通过密封螺旋输送至料仓,全程无粉尘逸散,满足洁净车间要求。
该工艺特别适用于:
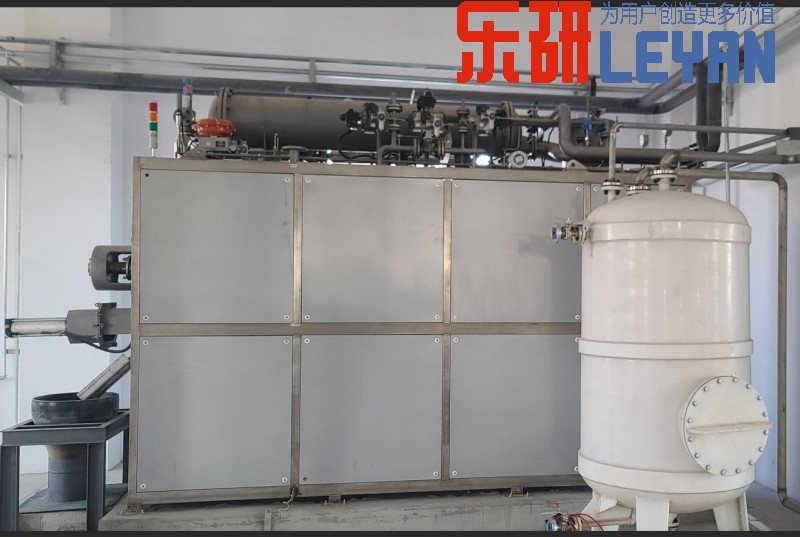
常州乐研E-Dryer1蒸发母液专用干化机,不仅是设备,更是锂电企业实现降本、减废、增效、合规的战略工具。我们已成功服务于诸多化工企业,单台设备年节约处置成本超150万元,投资回收期仅2–3年。欢迎咨询定制可行性方案!
截屏,识别二维码
手机二维码
(点击复制手机二维码)