一、行业背景:化工废水处理迎来刚性需求
化工行业生产过程中,产品合成、提纯等环节会产生大量工业废水及高浓度工艺母液,这类废水普遍具有成分复杂、含盐量高、难降解、易结晶结垢等特点,处理难度较大。近年来,国家不断完善环保法规,严格规范工业废水排放标准,推动化工企业加快环保治理升级步伐,高效、节能、可资源化的废水干化系统成为行业刚需。
洛阳**化工有限公司作为化工领域的优质企业,生产规模大、工艺复杂,在生产过程中产生的废水及母液,含有多种无机盐和难降解有机物,属于典型的高浓度难处理化工废水,处理难度远超普通工业废水,这也是当前化工行业普遍面临的治理难题。如何高效处理此类废水及母液,实现环保合规与成本控制的双赢,成为行业内所有企业的共同需求,也为常州乐研分离E-Dryer系列产品提供了广阔的应用场景。
二、用户需求与环保问题
洛阳**化工有限公司在生产过程中,会持续产生大量工业废水及高浓度母液,这些废水及母液若处理不当,不仅会造成严重的环境污染,还会增加企业的环保合规风险与处理成本,结合企业生产实际,具体需求与环保问题如下:
1.环保合规需求迫切。该企业此前采用的传统处理工艺,难以彻底处理废水及母液中的污染物,处理后排放的废水偶尔出现指标波动,存在环保合规隐患,亟需一套高效、稳定的处理方案,确保废水达标排放,规避环保风险,契合国家污水处理减污降碳协同增效的要求。
2. 处理成本居高不下。传统处理工艺流程繁琐,需投入大量人力、物力进行运维,且处理后产生的废渣含水率高,委外处置费用高昂,长期以来成为企业的沉重经济负担。同时,处理过程中产生的冷凝水无法回收利用,造成水资源浪费,进一步增加了生产成本,与企业降本增效的需求相悖。
3. 解决污染隐患。其生产产生的废水及母液成分复杂,含有高浓度有机物和无机盐,若直接排放,会污染土壤、地下水及周边水体,破坏生态环境;传统处理工艺易产生二次污染,无法从源头解决污染问题,且设备易结垢堵塞,频繁停机维护,影响生产连续性,与企业绿色生产、连续生产的理念相悖。
基于以上问题,我们的合作伙伴亟需一家专业的废水处理企业,提供定制化解决方案,既要依托先进设备实现废水及母液的达标处理、减少排污,也要通过高效节能的产品特性降低处理成本,助力企业实现绿色、高效、低成本生产。
三、乐研分离技术解决方案(含核心亮点,结合产品介绍)
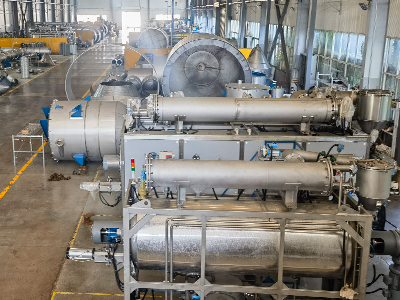
接到合作伙伴的合作需求后,常州乐研分离技术团队深入企业生产现场,全面检测分析废水及母液的成分、浓度、处理量等参数,结合企业生产工况与环保要求,依托公司核心产品——E-Dryer1蒸发母液专用干化机,量身打造了“低温真空+传导干化+智能控制”一体化闭环处理解决方案,专注处理企业生产中的废水及母液,深度融合产品核心优势,彻底解决企业痛点,流程简洁高效,核心亮点突出。
常州乐研分离E-Dryer1蒸发母液专用干化机,是公司专为高盐、高浓度母液处理研发的核心产品,属于智能型蒸发干燥一体机,可广泛应用于化工等多个领域,针对高粘度、易结晶、热敏性强的复杂母液,能提供稳定可靠的技术支撑,帮助企业降低运行成本、提升环保达标率、实现资源循环利用,也是本次合作的核心设备支撑。
(一)核心解决方案流程(结合产品核心工艺)
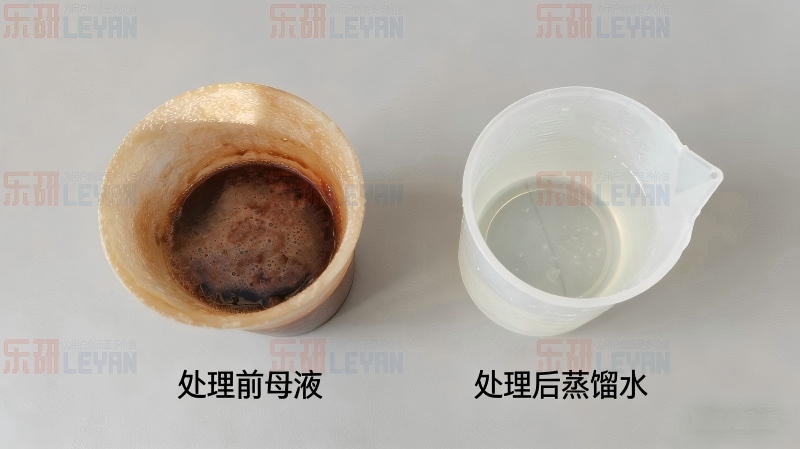
整套解决方案严格依托E-Dryer1产品核心工艺,采用“精准进料—低温真空蒸馏—高效传导干化—资源化回用—密闭排渣”的闭环流程,无需复杂的预处理工序,很好的适配到合作化工的废水及母液特性。具体流程如下:高浓废水及母液经计量泵精准送入干化釜,系统自动控制进料量;在-80至-90 kPa真空环境下,水分在45℃即可沸腾蒸发,有效避免有机物热分解;通过高精度刮板强制搅拌,实现均匀受热与高效脱水;处理后冷凝水可回收回用,干化物料经密封螺旋输送至料仓,全程无粉尘逸散,流程简洁、运行稳定,适配企业连续化生产需求。

(二)解决方案核心亮点(深度结合产品优势)
1. 高效减污,达标无忧:核心采用E-Dryer1蒸发母液专用干化机,运用产品核心的低温真空蒸馏技术,在温和环境下实现废水及母液的高效处理,能有效去除废水中的有机物、无机盐等污染物,处理后冷凝水COD≤30mg/L,重金属含量近乎为零,完全符合国家及当地环保排放标准,大幅减少企业排污量。同时,设备采用全密闭式设计,无废气、废液外排,从源头杜绝二次污染,契合企业洁净生产要求;此外,设备搭载乐研自主研发的除垢机构,除垢有效率达95%以上,可有效预防筒壁结垢,确保设备连续稳定运行,彻底解决传统工艺结垢堵塞的痛点。
2. 节能降耗,降低成本:E-Dryer1产品依托真空低温蒸发原理与高效夹套换热设计提高蒸发效率,进料预热至45–50℃,综合能耗较传统设备降低30%–50%,大幅降低能耗成本的同时简化了处理流程,无需复杂预处理,减少人力运维投入。处理后产生的废渣含水率稳定控制在5%–15%,大幅减少废渣委外处置量,降低处置成本;冷凝水可回收回用于生产,节约水资源成本,实现全方位降本,很好的契合企业降本增效的核心需求。
3. 定制适配,运行稳定:针对合作化工厂废水及母液的成分特点,结合E-Dryer1产品的定制化优势,为设备定制了不锈钢防腐内衬,耐腐蚀性强,能适配复杂水质工况,避免设备腐蚀、结垢、堵塞问题。设备处理量可灵活适配0.3–5 t/h,可实现365天连续运行,保障企业生产连续性,充分体现了乐研产品的强适配性与稳定性。
4. 智能便捷,运维省心:E-Dryer1产品搭载PLC+触摸屏智能控制系统,支持远程监控、参数自优化、故障预警功能,可实现无人值守运行,大幅减少人工操作,降低人工成本,同时避免人为操作失误导致的系统故障,提升运维便捷性,减轻企业运维压力,彰显了乐研产品的智能化优势。
5. 资源化利用,绿色环保:秉持“变废为宝”的理念,依托E-Dryer1产品的资源化回收优势,处理后产生的冷凝水可直接回用于生产,干化后的杂盐纯度高,具备工业回用潜力,经进一步处理后可实现回收再利用,推动企业形成“资源—生产—废水—回收—再利用”的绿色循环模式,契合国家绿色制造与“双碳”战略要求,也彰显了乐研分离“推动资源循环利用”的产品定位。
欢迎各界客户咨询洽谈,我们可根据企业实际工况,为贵司量身定制专属治理方案。