在食品加工行业规模化、精细化、绿色化发展的当下,淀粉加工、乳制品生产、果蔬深加工、酵母发酵、调味品制造等全品类生产流程中,会持续产生大量工艺母液。这类母液富含蛋白质、糖类、有机酸、盐分及高浓度有机物,具有高COD、高粘度、易结晶、易变质的特点。长期以来,多数食品企业沿用传统沉淀、简单过滤、直接蒸发或外委处理的模式,不仅存在资源浪费、能耗偏高、处理不彻底等问题,还面临环保超标、生产成本攀升、产品回收率低等多重经营压力。在此背景下,专业化母液处理设备凭借先进的工艺技术、高效的资源化利用能力和智能化运维优势,成为食品加工企业降本、提质、合规、增效的核心配套设备。
食品加工母液成分复杂、处理难度高,传统处理工艺的弊端日益凸显。传统单效蒸发、静置沉淀等工艺设备老旧,普遍存在能耗高、结垢堵管、物料变性、分离不彻底等问题,常温稳定性差,极易造成母液中有效营养成分分解流失。同时,传统处理方式水资源利用率极低,大量达标废水无法回用,生产用水成本居高不下,且母液残余废弃物处置量大,外委处理费用逐年递增。更关键的是,随着环保监管日趋严苛,食品行业污水排放标准、固废减量标准不断升级,传统工艺难以稳定达成达标排放要求,企业随时面临环保整改、停产处罚的风险,严重制约企业规模化、可持续发展。
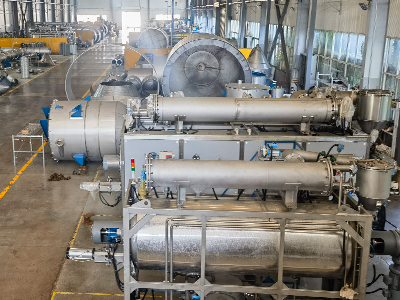
相较于传统处理工艺,专业食品级母液处理设备深度适配行业生产特性,融合膜分离、MVR机械蒸汽再压缩、低温浓缩等先进技术,针对性解决食品母液处理的各类痛点,具备多重核心应用优势,适配食品加工的生产标准与环保要求。
在品质保障与资源回收层面,设备采用常温无相变处理工艺,全程无高温高热、无化学反应,可完整保留母液中蛋白质、氨基酸、糖类等热敏性有效成分,避免物料变性损耗。通过精准的膜分离、固液分离技术,可高效脱除母液中的盐分、杂质与重金属,降低产品灰分,大幅提升回收物料纯度,相较于传统工艺可将产品回收率提升10%-15%。处理后的优质浓缩液可直接回流至生产工序,用于二次加工、产品调配,实现废弃母液变废为宝,挖掘生产资源价值,从源头减少原料损耗。
在节能降本与高效运行层面,设备搭载多效蒸发、MVR节能浓缩技术,颠覆传统高能耗处理模式,能耗远低于传统单效蒸发设备,大幅降低企业生产能耗成本。设备采用特殊防垢流道设计,有效解决高盐、高粘度母液易结垢、易堵管难题,运行稳定、故障率低,无需频繁停机检修,可实现24小时连续稳定作业。同时,设备采用一体化撬装结构,集成度高、占地面积小、安装便捷,无需复杂配套设施,快速落地投产,有效节省厂区空间与基建投资,缩短投产周期。
在智能运维与安全耐用层面,设备配备PLC智能控制系统,支持远程监控、数据实时采集、参数自动调节,具备过载保护、故障自动报警功能,可实现无人值守自动化运行,大幅减少人工运维成本。设备核心罐体与接触物料部件均采用316L不锈钢、钛材等食品级耐腐蚀材质,可耐受pH2-12酸碱环境,适配各类食品母液处理工况,使用寿命可达10年以上,设备耐用性与安全性完全符合食品生产卫生规范,无杂质析出、无任何污染风险。
在环保合规与循环利用层面,母液处理设备可实现母液高效减量、无害化处理,浓缩减量后的残渣大幅减少固废处置量,降低固废处理成本。设备处理后的清水水质优异,盐分、重金属含量趋近于零,完全满足生产回用标准,可直接用于设备冲洗、生产线冷却、场地清洁等环节,实现水资源闭环循环利用,大幅降低企业自来水消耗量与污水排放量,助力企业轻松达标环保排放标准,规避环保风险。
目前,这款专业母液处理设备已广泛适配淀粉及淀粉制品加工、乳清深加工、酵母废液处理、果蔬汁浓缩、调味品发酵、休闲食品深加工等多个食品细分领域,适配性极强。针对淀粉加工母液,可高效回收淀粉、蛋白质,提升原料利用率;针对乳制品乳清母液,可低温浓缩保留乳清蛋白活性,实现高值化回收;针对发酵类食品母液,可精准脱盐除杂,提纯有机酸、糖类等有效物质,全方位满足不同场景的处理与资源化需求。
在食品行业竞争日趋激烈、环保政策持续收紧、生产成本不断上涨的当下,粗放式的母液处理模式已彻底退出行业主流。引入专业化母液处理设备,不再是企业的可选配置,而是食品加工企业实现资源资源化、生产节能化、排放合规化、效益优化的必然选择。
深耕绿色生产,赋能产业升级。食品加工企业通过搭载智能化、节能型母液处理设备,既能有效破解母液处理难题,降低生产与环保成本,提升产品回收率与产品品质,又能践行绿色低碳生产理念,树立合规、环保、高效的企业品牌形象,为企业长效稳健发展筑牢核心竞争力,助力食品加工行业高质量绿色转型。
截屏,识别二维码
手机二维码
(点击复制手机二维码)